
发货:3天内
发送询价
T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平台。高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。T型槽平台工作面通常应采用刮削工艺。对采用刮削加工的3级T型槽平台工作面,其表面粗糙度Ra的允许值为5um。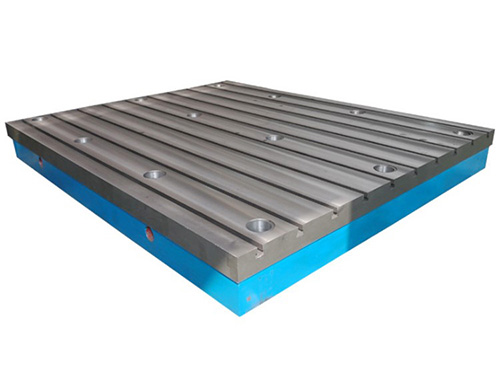
 T型槽平台的生产工艺流程基本跟精度维护
T型槽平台的生产工艺流程基本跟精度维护{一}、T型槽平台的生产工艺流程基本
一、T型槽平台毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
二、T型槽平台机械加工:外观检验并划线、在机床上工件、加工、检验、回火;三、T型槽平台上机床、按图纸要求加工、送检验科检验;
三、T型槽平台工件调平、人工刮研、检验科检验;
四、T型槽平台的外观处理、喷漆、包装、入库。T型槽平台在使用时要先进行安装调试。然后才可以使用。在没有安装调试合格的T型槽平台上工作是没有意义的工作,非工作人员的安装调试T型槽平台是违规的操作,有可能损坏T型槽平台的结构,甚至会造成T型槽平台变形,使之损坏,无法使用。所以使用前,我们要有的工作人员进行T型槽平台的安装调试,非工作人员的安装调试是违规的操作,要不可以采用。T型槽平台的生产过程中会出现一些产品缺点,只要采用正确的方法可以进行工艺弥补,T型槽平台工作面的缺点是不可以忽视的重要部位,T型槽平台主要的缺点包括:气孔、沙孔、夹沙、缩松等。铆焊平台的缺点在里有处理的详细规定。T型槽平台使用寿命和缺点有密切的关系。所以对T型槽平台的缺点做时要严格按工艺要求处理。对T型槽平台的外观尺寸图纸设计和实际会有一些误差,比如T型槽平台的长、宽、高对角线等,一般都在±0.02(a或b)之间,铆焊平台的高度要求:630×630的T型槽平台在220至140之间;1000×1000至800×800的T型槽平台高度在300至400之间;1600×1000以上的T型槽平台高度在400以上。铆焊平台的承载要求:T型槽平台的承载是指T型槽平台单位面积承受的重量后,铆焊平台的变形挠度。为了便于理解,我们可以看作T型槽平台放好工件后,在不影响正常使用的情况下,T型槽平台所能够承受的压力。比如:2000mm×4000mm的铆焊平台可以放置重量为64吨的工件,此T型槽平台的承载我们可以简单的看作:64吨÷(2米×4米)=8吨/每平米。当然T型槽平台的承载和他的实际设计和实际的生产加工还有比较密切的关系。在客户购买T型槽平台时经常和标准有部分的参数出入。我们知道铆焊T型槽平台是根据JB/T7974—2001设计,实际应用中还要考虑实际的需要。所以在设计时可以把T型槽平台的高度、工作面、筋板等做合理的变动,以适合于实际对于T型槽平台的需求。
{二}、划线平台的精度维护
为了防止划线平台发作有害的变形,在划线平台发货时,要将支承支在主支点处。支承时,尽量的让划线平台的作业面确保在水平内。不可以由于运送的晃动是划线平板发作任何的变形而影响丈量精度,工件是不可以长时刻放置在划线平台上的,在完结作业今后要及时的把工件从划线平台的作业面上取下来。
运用划线平台完结作业之后,便是整理划线平台的作业面,确保划线平台的作业面不会呈现生锈的现象,那便是简略的涂上一层防锈油就可以了,如果是近期一段时刻不运用划线平台,那就不能是简略涂上一层防锈油就行的,还要将作业面涂上一层黄油,在用洁净的白纸将划线平台的作业面盖好。
为了不让寄存的划线平台有任何的磕碰和损害,在用一个模板制成的罩子将划线平台罩起来。划线平台也是要当令的进行精度查看的,详细是多长时刻进行一次检定呢,也是要根据适用状况来定的,通长检定时刻是一年。
在运用划线平台之前,划线平台的的作业面要擦拭洁净,在承认没有问题的状况下才可以运用,运用过程中,要注意防止工件和划线平台的作业面有过激的磕碰,防止损坏划线平台的作业面;工件的重量不可以逾越划线平台的额定载荷,否则会构成作业质量下降,还有或许损坏划线平台的结构,甚至会构成划线平台变形,使之损坏,无法运用。
泊头市久丰量具制造有限公司(http://www.btjflj.com)主营多种不同型号的钳工平台、床身铸件、大理石方尺产品行销各地,公司以诚待人,用产品质量说话是久丰量具对自己的要求。产品以精密度高、质量可靠、价格合理、生产周期短和竞争,赢得了广大客户的信赖和赞誉。