由于淬火面积较大,常规的火焰淬火或感应淬火会造成工件较大的热变形,导致无法保证模具的精度,进而需要添加其他工艺手段来保证,这必然导致模具加工周期长,且容易出现硬度不稳定的情况。因此,我们改用激光淬火的方法,使工件的变形很小,甚至没有变形,不需要增加其他工艺手段就可以满足质量要求。
我们采用激光淬火对某车型的车门内板进行淬火,通过蓝光扫描检测淬火前后的表面变化,激光淬火后的模具表面能够满足精度要求。
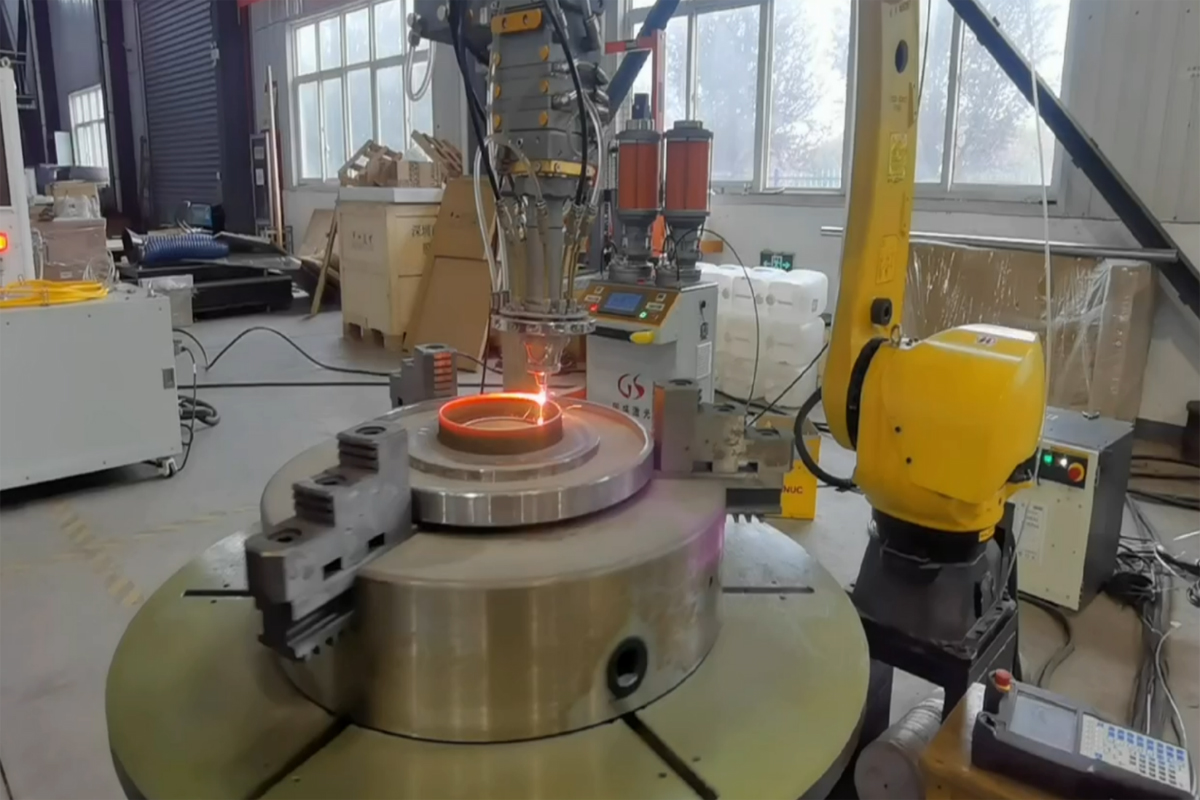
2、镶件表面淬火:汽车模具上镶件的表面淬火主要是指修边模修边镶件的淬火和整形模整形镶件的淬火。
对于切边镶件或整形镶件,常规火焰淬火后镶件变形较大,淬火后需要进行二次加工消除变形。工件生产周期长,淬火硬度难以控制。特别是成型镶件,由于成型表面需要淬火,淬火面积大,极易发生回火,导致表面硬度不合格。经过研究和实践,我们发现激光淬火可以有效控制镶件的变形和硬度不合格。
3、应用激光淬火优化模具加工工艺与传统火焰淬火相比,激光淬火可以优化模具加工工艺,从而有效缩短制造周期,降低制造成本。以下是火焰淬火和激光淬火的工艺流程对比。
火焰淬火模具加工工艺流程:表面粗加工→半精加工→火焰淬火→加工消除变形→钳工装配→表面精加工→调试→研究→发货。
激光淬火模具加工工艺流程:表面粗加工→半精加工→钳工装配→表面精加工→激光淬火→调试、研配。
采用激光淬火模具,淬火前进行表面精加工,不仅避免了变形过程,提高了精加工效率,而且采用激光淬火方式的模具加工效率比采用火焰淬火方式提升了 30%以上。
4、激光淬火对模具表面质量的影响。与传统淬火方法相比,采用激光淬火方法的模具表面变形小,硬度均匀。因此,淬火是在表面精加工到位后进行的。
采用火焰淬火的模具精加工后型面出现台阶差,导致型面质量不合格。而采用精加工到位再激光淬火方式的模具,由于型面在精加工时没有硬度,加工时不会出现这种情况;精加工到位后进行激光淬火,由于淬火后变形很小,能获得良好的模具表面质量,满足客户对模具表面质量的要求,
行业即将进入“工业4.0”时代。汽车行业面临着终端客户对产品信息化、智能化、个性化、环保化的诸多需求。主机厂对车身模具的开发周期要求越来越高。长度越短,质量要求越高。激光淬火技术在保证稳定的淬火硬度和质量的同时,有效缩短了模具制造周期,节省了制造成本,也解决了许多传统热处理工艺无法解决的问题。因此,激光淬火技术将越来越广泛地应用于汽车模具中。